
引擎的分解组装时,曲轴的轴颈(轴部)与曲轴箱轴承的间隙确认与设定非常重要。间隙可以透过轴颈外径与轴承内径的差值来计算,也可以使用称为“塑胶量规 (Plastigage)”的线状量规来测量。本文将解说引擎内部间隙的意义与重要性,以及塑胶量规的使用方法与特点。
内容大纲
千分尺+孔径规怎么量?透过实际尺寸计算引擎间隙

四缸引擎的上部曲轴箱范例。曲轴由五处轴承座支撑,轴承座内装有与曲轴主轴颈接触的轴瓦。这是整体式曲轴的情况,若是组合式曲轴则装有滚珠轴承,没有轴瓦。
曲轴与曲轴箱、连杆大端与曲轴、凸轮轴与汽缸头等,引擎各部位的旋转零件都设定有适当的间隙。若此间隙小于适当值,则旋转时的摩擦损失会增加并导致零件磨损;反之,若过大则会产生旋转时的晃动,成为异音或损坏的原因,因此必须保持在制造商规定的范围内。
若有机会在维修或翻新等大工程中对引擎进行大修,可以确认这些旋转零件的间隙,若有需要调整,有时可透过更换零件来处理。届时,确认现状是不可或缺的。无论是要缩小或扩大间隙,都必须先了解“现在”的状况才能继续进行。
用于了解“轴的外径”与“轴承的内径”的测量工具是千分尺与孔径规。千分尺是测量轴外径的工具,一般机械式光标卡尺的最小读取量为0.05mm,而千分尺则可读取至0.01mm。
相较之下,用于了解轴承内径的孔径规,本身无法单独得知绝对尺寸。简单来说,它是测量相对于基准尺寸的增减差异的工具。
例如,将孔径规的基准尺寸设定为32.00mm并插入轴承时,若孔径规上安装的百分表显示为+0.05mm,则可判断轴承内径为31.95mm。反之,若百分表显示为-0.04mm,则轴承内径为32.04mm。
透过此方法,可计算出“孔径规测得的轴承内径-千分尺测得的轴外径=间隙”。
虽然文字叙述看似简单,但在实际操作中,孔径规的使用需要技巧与熟练度,若没有累积相当的实务经验,很难获得正确的测量值。此外,孔径规本身也不是便宜的工具,对于业余人士来说,可能无法有效利用而感到棘手。
“塑胶量规”原理是什么?从压扁宽度判读间隙

塑胶量规装在纸质包装中,包装本身印有压扁宽度与间隙的标示带。最初为美国制品,间隙以英吋显示,换算成mm后刻度变得更细。

使用时,根据测量部位用剪刀等剪断。

擦拭曲轴轴颈与轴瓦表面的灰尘和油污后,安装塑胶量规。

由于锁紧力会改变间隙,进而影响量规的压扁宽度,因此必须以规定扭力锁紧。同时,测量过程中请注意不要转动曲轴。
相较于需要千分尺、孔径规等特殊工具的间隙测量,也有更简单的测量间隙的工具,那就是塑胶量规。
塑胶量规是将专用树脂制成线状的物品,放置在欲测量部位后组装零件,透过锁紧扭力使其压扁的宽度来判定间隙。与千分尺+孔径规的测量方法有以下差异:
●千分尺+孔径规
・分别测量轴的外径(千分尺)与轴承的内径(孔径规)
・从两者差值计算间隙
・测量精度高,可达μm(微米)等级
・透过测量多个点,可掌握真圆度与偏磨损
●塑胶量规
・在实际组装零件的状态下确认实际间隙
・以压扁宽度这个类比指标来判读
・精度约为±0.01~0.02 mm
・只能测量一个点,掌握局部间隙
也就是说,即使是测量相同的“间隙”,两者的做法也根本不同。
此外,塑胶量规需要根据要测量的间隙大小来选择使用不同尺寸的量规。因为若在间隙大的地方放入细的量规,则无法充分压扁;若在间隙小的地方放入粗的量规,则会过度压扁而降低准确性。
本次使用的塑胶量规有三种依测量范围区分的产品,各产品的测量范围如下:
绿色:0.025~0.076 mm
红色:0.051~0.152 mm
蓝色:0.102~0.229 mm
从这些规格差异可以看出,使用塑胶量规测量间隙的前提是必须先确认维修手册中的基准间隙。此外,若要拆解引擎进行大修,维修手册是必备的。
在此进行测量作业的引擎,曲轴主轴颈(轴部)与主轴颈轴瓦之间的间隙标准值为0.014~0.038mm,使用极限值为0.08mm,因此可以使用绿色塑胶量规进行测量。
另外,连杆大端轴瓦与曲轴销的间隙标准值为0.035~0.059mm,使用极限值为0.10mm,因此也可使用绿色量规对应。
用塑胶量规测出间隙过大怎么办? 轴瓦更换与调整重点

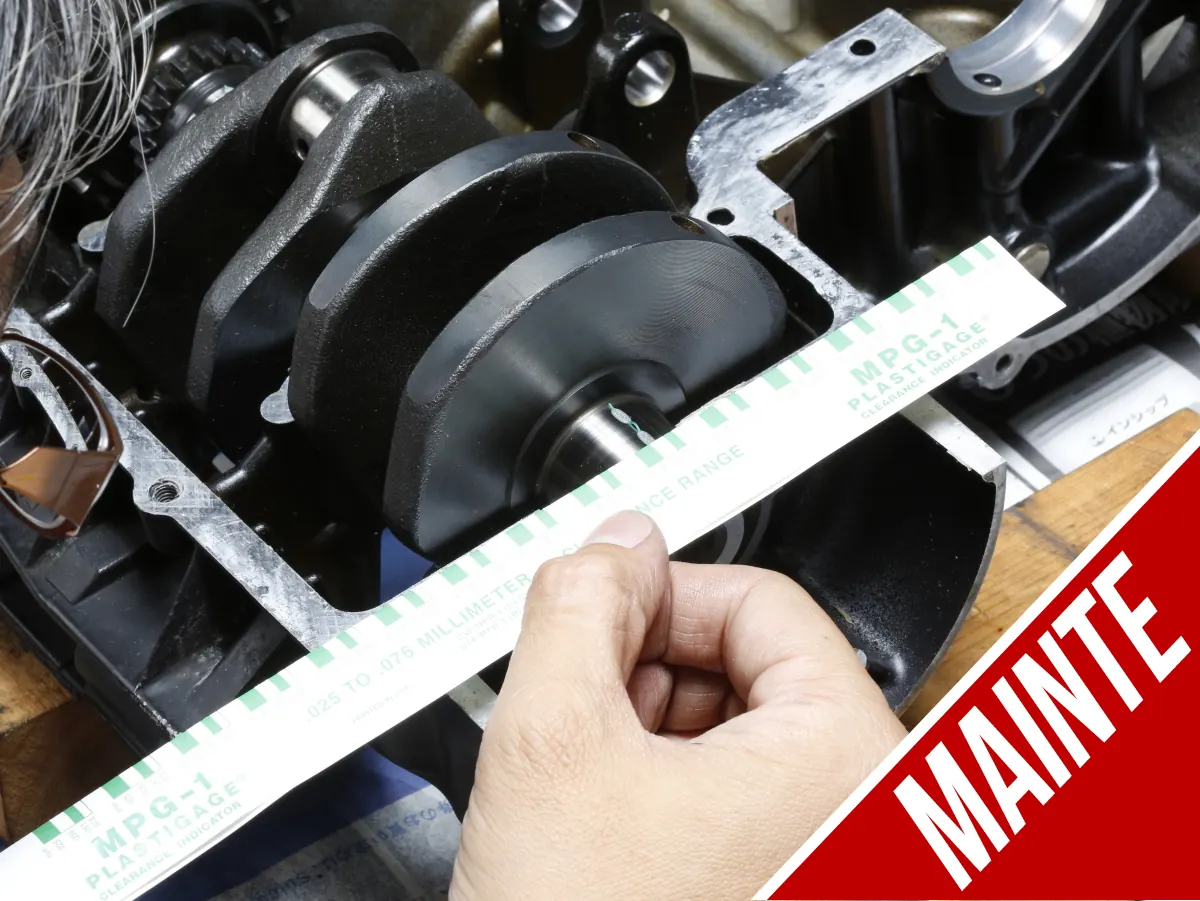
均匀地松开固定螺栓,并从正上方取出量规以免刮伤,然后参考包装上的量规读取间隙。

塑胶量规的间隙越窄,压扁的宽度越宽。此引擎的标准间隙为0.014~0.038mm,使用极限值为0.08mm。从图中可见,压扁宽度介于0.038mm与0.076mm的标示带之间,表示间隙值介于0.038mm与0.076mm之间。虽然已超出标准值0.014~0.038mm的上限,但仍未达到使用极限值0.08mm。若要掌握间隙的绝对值,则需要千分尺+孔径规。

在此引擎的情况下,制造商在组装新车时,会根据曲轴箱主轴承座内径与曲轴主轴颈外径的组合,从厚度不同的三种轴瓦中选择最适合的。若行驶距离增加导致测量出的间隙超过使用极限,若有比现有轴瓦更厚的零件,则有可能缩小间隙。

轴瓦的厚度可透过侧面的涂漆标记来判别。在此引擎的情况下,蓝色轴瓦是三种中最厚的;黑色轴瓦则表示中间厚度。若现状为黑色轴瓦且间隙较大,更换为较厚的蓝色轴瓦后,内径会变小,间隙也会缩小。
将塑胶量规安装在轴部并以指定扭力锁紧轴承后,量规会被压扁。透过将此压扁宽度与塑胶量规包装上印刷的线条宽度进行比对,即可判定间隙。
压扁的量规宽度与印刷的宽度是否一致,有时是运气问题,实际上无法得知0.001mm等级的实际间隙。若压扁宽度介于0.038mm与0.051mm的标示带之间,则间隙大致在0.051mm至0.038mm之间,例如约0.04mm左右。
相较于千分尺+孔径规可在圆周上多个点进行测量,塑胶量规只能测量量规压扁的部分,也就是一个点的间隙。若在轴颈或轴瓦上附着异物,并在附着处进行测量,则可能得出比平均间隙更窄的结果。此外,油膜厚度也可能影响测量值,因此使用塑胶量规测量时,应擦拭干净油污并在干燥状态下进行操作。
引擎各部位随着行驶里程增加会逐渐磨损,间隙也会随之扩大。那么,当间隙扩大到超过使用极限时,该如何处理呢?
根据车型和年代,零件供应情况有所不同,但曲轴主轴颈或连杆大端部安装的“轴瓦”有不同厚度的规格。这是为了在新车组装时,修正大量生产的曲轴主轴颈外径与曲轴箱主轴承座内径的公差,以调整间隙的零件,在大修或维修时也会使用。
轴瓦的种类和厚度也需要参考维修手册,但透过使用比测量时使用的规格更厚一级或两级的轴瓦,可以缩小间隙。然而,若因主轴颈或曲轴销表面的硬质镀铬层剥离等曲轴侧的问题导致间隙扩大,则需要更换曲轴,而非仅更换轴瓦。
此外,像凸轮轴那样,若凸轮座没有轴瓦而是由汽缸头直接支撑,若间隙扩大的原因是凸轮座侧,则可能需要更换汽缸头。
塑胶量规适合哪些情况?DIY维修与引擎大修的实用性分析

连杆大端轴承的间隙也可使用塑胶量规测量。与曲轴相比,连杆在测量时更容易移动,因此请固定好连杆,然后锁紧盖螺母。

连杆大端轴瓦的间隙为0.035~0.059mm,与塑胶量规包装上的标示对照,几乎与0.038mm的标示带宽度一致,可判断为标准值中的下限,也就是目前磨损为零。
对于业余技师或自行维修者来说,在测量引擎旋转零件的间隙时,是选择千分尺+孔径规还是塑胶量规,可以根据购买工具所需的费用和使用频率来判断。
进行精密间隙测量需要千分尺+孔径规,但两者加起来可能就要一万日圆以上,若“机车人生中只用一次”的话,那么一千多日圆就能买到的塑胶量规也已足够实用。
那么,两者测量方法得出的间隙值会一致吗?结论是,并不完全一致,但在适当范围内应该会接近。产生差异的原因如下:
1:测量条件的差异
・千分尺+孔径规是在无负载状态下的单独测量
・塑胶量规是在施加锁紧扭力的实际状态下测量
・即使以适当扭力锁紧,锁紧也可能影响变形
2:测量位置的差异
・孔径规可以改变测量位置,得知平均值或最小值
・塑胶量规只能得知量规压扁的部分=局部间隙
3:分辨率的差异
・千分尺+孔径规可透过计算得出0.01mm等级的数值
・塑胶量规是透过印刷的标示带宽度进行目视比较
若追求精度,千分尺+孔径规是首选,但机车制造商设定的标准值本身就有一个范围。此引擎的主轴颈与轴瓦的间隙标准值为0.014~0.038mm,有0.024mm的范围,使用极限值为0.08mm,因此从标准值上限到使用极限值也有0.042mm的余裕。
另一方面,从塑胶量规(绿色)的包装上印有四种线宽,其范围为0.025~0.076mm。从两者的关系来看,若在此使用的塑胶量规的压扁宽度落在其测量范围内,且间隙值未超出使用极限,则可判断无需更换轴瓦。
若目标是统一所有轴瓦的间隙(虽然极难统一,但尽量使其接近),或是为了减轻摩擦损失而尽可能扩大间隙等明确目标时,可测量实际尺寸的千分尺+孔径规具有更高的可靠性且非常实用,但对于一般保养来说,塑胶量规也已足够实用。
使用塑胶量规进行间隙测量,是提升对引擎好奇心和探究心的一项有趣工作,但曲轴、连杆、凸轮轴的磨损大多源于机油管理不善。为了避免在引擎维修过程中需要进行间隙测量,平时勤于更换机油非常重要。
- 重点1・曲轴、凸轮轴等旋转零件的轴部必须有适当的间隙
- 重点2・间隙的测量方法有千分尺+孔径规,以及使用塑胶量规
- 重点3・塑胶量规是透过线状树脂的压扁程度来判定间隙


































